
Una cella solare seleniuro di gallio indio di rame (o cella CIGS, a volte cella CI (G) S o CIS) è una cella solare a film sottile utilizzata per convertire la luce solare in energia elettrica. Viene prodotto depositando uno strato sottile di rame, indio, gallio e seleniuro su supporto di vetro o plastica, insieme agli elettrodi sul lato anteriore e posteriore per raccogliere la corrente. Poiché il materiale ha un elevato coefficiente di assorbimento e assorbe fortemente la luce solare, è necessario un film molto più sottile rispetto ad altri materiali semiconduttori.
CIGS è una delle tre principali tecnologie fotovoltaiche a film sottile, le altre due sono tellururo di cadmio e silicio amorfo. Come questi materiali, gli strati di CIGS sono abbastanza sottili da essere flessibili, consentendo loro di essere depositati su substrati flessibili. Tuttavia, poiché tutte queste tecnologie normalmente utilizzano tecniche di deposizione ad alta temperatura, le migliori prestazioni provengono normalmente da cellule depositate su vetro, anche se i progressi nella deposizione a basse temperature delle cellule CIGS hanno cancellato gran parte di questa differenza di prestazioni.CIGS supera il polisilicio a livello cellulare, tuttavia l’efficienza del modulo è ancora inferiore, a causa di un upscaling meno maturo.
La quota di mercato dei film sottili è stagnante intorno al 15%, lasciando il resto del mercato fotovoltaico a celle solari convenzionali in silicio cristallino. Nel 2013, la quota di mercato della sola CIGS era di circa il 2% e tutte le tecnologie a film sottile erano inferiori al 10%. Le celle CIGS continuano a essere sviluppate, in quanto promettono di raggiungere efficienze simili al silicio, pur mantenendo i loro bassi costi, come è tipico per la tecnologia a film sottile. Importanti produttori di fotovoltaico CIGS erano le società ormai in bancarotta Nanosolar e Solyndra. L’attuale leader del mercato è la società giapponese Solar Frontier, Global Solar e GSHK Solar che producono moduli solari privi di metalli pesanti come cadmio o piombo.
Proprietà
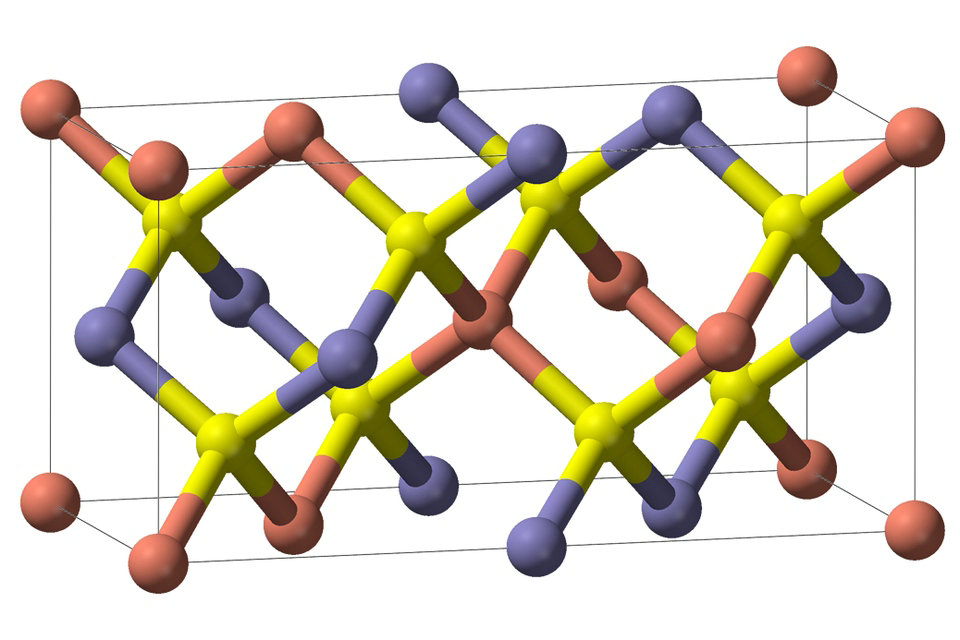
CIGS è un materiale semiconduttore composito I-III-VI2 composto da rame, indio, gallio e selenio. Il materiale è una soluzione solida di seleniuro di indio di rame (spesso abbreviato “CIS”) e seleniuro di gallio di rame, con una formula chimica di CuInxGa (1-x) Se2, dove il valore di x può variare da 1 (seleniuro di rame puro indio) a 0 (seleniuro di gallio di rame puro). È un semiconduttore legato al tetraedro, con la struttura cristallina di calcopirite. Il bandgap varia continuamente con x da circa 1,0 eV (per seleniuro di indio di rame) a circa 1,7 eV (per il seleniuro di gallio di rame).
CIGS ha un coefficiente di assorbimento eccezionalmente alto di oltre 105 / cm per 1,5 eV e fotoni di energia superiore. Le celle solari CIGS con efficienze intorno al 20% sono state rivendicate dal National Renewable Energy Laboratory (NREL), dai laboratori federali svizzeri per la scienza e la tecnologia dei materiali (Empa) e dal tedesco Zentrum für Sonnenenergie und Wasserstoff Forschung (ZSW) (tradotto: Centro per la ricerca sull’energia solare e l’idrogeno), che è il record di tutte le celle solari a film sottile.
Struttura
La struttura del dispositivo più comune per le celle solari CIGS è mostrata nel diagramma (vedi Struttura di un dispositivo CIGS). Un vetro sodo-calcico di circa 1-3 millimetri di spessore è comunemente usato come substrato, poiché i fogli di vetro contengono sodio, che ha dimostrato di produrre un sostanziale aumento di tensione a circuito aperto, in particolare attraverso la passivazione dei difetti del contorno e della superficie. Tuttavia, molte aziende stanno anche considerando substrati più leggeri e più flessibili come il polyimide o le lamine metalliche. Uno strato di metallo di molibdeno (Mo) viene depositato (comunemente mediante sputtering) che funge da contatto posteriore e riflette la maggior parte della luce non assorbita nell’assorbitore CIGS. Dopo la deposizione di molibdeno, uno strato di assorbitore di tipo C di tipo p viene coltivato con uno dei numerosi metodi unici. Un sottile strato tampone di tipo n viene aggiunto sopra all’assorbitore. Il tampone è tipicamente solfuro di cadmio (CdS) depositato tramite deposizione chimica del bagno. Il tampone è ricoperto da un sottile strato intrinseco di ossido di zinco (i-ZnO) che è ricoperto da uno strato di ZnO drogato in alluminio (Al) più spesso. Lo strato i-ZnO viene utilizzato per proteggere il CdS e lo strato assorbitore dal danno sputtering mentre si deposita lo strato ZnO: Al, poiché quest’ultimo è solitamente depositato mediante sputtering DC, noto come processo dannoso. Lo ZnO drogato con Al funge da ossido conduttore trasparente per raccogliere e spostare gli elettroni fuori dalla cellula assorbendo la minor quantità possibile di luce.
I materiali basati su CuInSe2 che sono interessanti per le applicazioni fotovoltaiche includono diversi elementi dei gruppi I, III e VI nella tavola periodica. Questi semiconduttori sono particolarmente attraenti per le applicazioni solari a causa dei loro elevati coefficienti di assorbimento ottico e di versatili caratteristiche ottiche ed elettriche, che in linea di principio possono essere manipolate e messe a punto per un bisogno specifico in un determinato dispositivo.
Efficienza di conversione
La CIGS viene principalmente utilizzata sotto forma di film sottili policristallini. La migliore efficienza ottenuta a settembre 2014 è stata del 21,7%. Una squadra del National Renewable Energy Laboratory ha raggiunto il 19,9%, un record all’epoca, modificando la superficie della CIGS e facendola assomigliare alla CIS. Questi esempi sono stati depositati su vetro, il che significava che i prodotti non erano meccanicamente flessibili. Nel 2013, gli scienziati del Laboratorio federale svizzero per la scienza e la tecnologia dei materiali hanno sviluppato celle CIGS su fogli polimerici flessibili con una nuova efficienza record del 20,4%. Questi mostrano sia la massima efficienza che la massima flessibilità.
Il National National Renewable Energy Laboratory ha confermato l’efficienza del modulo del 13,8% di un pannello di produzione di ampie superfici (metro quadro) e del 13% di area totale (e del 14,2% di apertura) con alcuni moduli di produzione. Nel settembre 2012 la tedesca Manz AG ha presentato un modulo solare CIGS con un’efficienza del 14,6% sulla superficie totale del modulo e del 15,9% sull’apertura, che è stato prodotto in un impianto di produzione di massa. MiaSolé ha ottenuto un’efficienza dell’apertura del 15.7% certificata su un modulo di produzione da 1 m2 e Solar Frontier ha registrato un’efficienza del 17,8% su un modulo da 900 cm2.
Maggiore efficienza (circa il 30%) può essere ottenuta utilizzando l’ottica per concentrare la luce incidente. L’uso del gallio aumenta il gap di banda ottica dello strato CIGS rispetto al puro CIS, aumentando così la tensione a circuito aperto. L’abbondanza relativa del gallio, rispetto all’indio, abbassa i costi.
Laboratorio registra efficienze CIGS per substrato
| Substrato | Bicchiere | Acciaio | Alluminio | Polimero |
|---|---|---|---|---|
| Efficienza | 22,9% | 17,7% | 16,2% | 20,4% |
| Istituto | Solar Frontier(b) | Empa | Empa | Empa |
| Fonte: Swissolar, Flisom – presentazione novembre 2014 Nota: (a) cella di laboratorio con ~ 0,5 cm 2 , (b) | ||||
Confronto
Silicio cristallino convenzionale
A differenza delle tradizionali celle di silicio cristallino basate su un’omojunzione, la struttura delle cellule CIGS è un sistema di eterogiunzione più complesso. Un materiale a banda proibita diretta, CIGS ha un assorbimento della luce molto forte e uno strato di 1-2 micrometri (μm) è sufficiente per assorbire la maggior parte della luce solare. Per confronto, è richiesto uno spessore molto maggiore di circa 160-190 μm per il silicio cristallino.
Lo strato CIGS attivo può essere depositato in una forma policristallina direttamente sul molibdeno (Mo) rivestito su una varietà di diversi substrati come lastre di vetro, nastri di acciaio e fogli di plastica in poliammide. Questo utilizza meno energia della fusione di grandi quantità di sabbia di quarzo nei forni elettrici e la crescita di grossi cristalli, necessari per le celle di silicio convenzionali, e quindi riduce significativamente il suo tempo di recupero energetico. Inoltre, a differenza del silicio cristallino, questi substrati possono essere flessibili.
Nell’industria del fotovoltaico altamente competitiva, la pressione è aumentata nei produttori di CIGS, portando al fallimento di diverse società, poiché i prezzi delle celle di silicio convenzionali sono diminuiti rapidamente negli ultimi anni. Tuttavia, le celle solari CIGS sono diventate efficienti quanto le celle di silicio multicristallino, il tipo più comune di celle solari. CIGS e CdTe-PV rimangono le uniche due tecnologie a film sottile commercialmente efficaci in un mercato del fotovoltaico in rapida crescita a livello globale.
Altri film sottili
Nel fotovoltaico la “magrezza” è generalmente riferita alle cosiddette celle al silicio ad alta efficienza di “prima generazione”, che sono fabbricate da wafer sfusi con spessore di centinaia di micrometri. I film sottili sacrificano un po ‘di efficienza nella raccolta della luce, ma usano meno materiale. In CIGS il trade-off di efficienza è meno severo rispetto al silicio. Le efficienze record per le celle CIGS a film sottile sono leggermente inferiori a quelle di CIGS per le celle a prestazioni superiori su scala di laboratorio. Nel 2008, l’efficienza di CIGS è stata di gran lunga la più elevata rispetto a quella raggiunta da altre tecnologie a film sottile come il fotovoltaico al tellururo di cadmio (CdTe) o il silicio amorfo (a-Si). Le celle solari CIS e CGS offrono efficienze totali dell’area rispettivamente del 15,0% e del 9,5%. Nel 2015, il divario con le altre tecnologie a film sottile è stato chiuso, con efficienza delle celle record nei laboratori del 21,5% per CdTe (FirstSolar) e del 21,7% per CIGS (ZSW). (Vedi anche NREL migliore tabella di efficienza delle cellule di ricerca.)
Proprietà
Tutti gli assorbitori CIGS ad alte prestazioni nelle celle solari hanno somiglianze indipendenti dalla tecnica di produzione. In primo luogo, sono fasi α policristalline che hanno la struttura cristallina di calcopirite mostrata in Figura 3. La seconda proprietà è una Cudeficiency complessiva. La carenza di Cu aumenta la concentrazione di portatore di maggioranza aumentando il numero di posti vacanti (accettati dall’elettrone). Quando i film CIGS sono ricchi (Cu carente), lo strato superficiale del film forma un composto difettoso ordinato (ODC) con una stechiometria di Cu (In, Ga) 3Se5. L’ODC è di tipo n, formando un’homojunction pn nel film all’interfaccia tra la fase α e l’ODC. La velocità di ricombinazione all’interfaccia CIGS / CdS viene ridotta dalla presenza dell’omojunction. La diminuzione della ricombinazione dell’interfaccia attribuibile alla formazione di ODC è dimostrata da esperimenti che hanno dimostrato che la ricombinazione nella maggior parte del film è il principale meccanismo di perdita nei film carenti di Cu, mentre nei film ricchi di Cu la perdita principale è nell’interfaccia CIGS / CdS.
L’incorporazione di sodio è necessaria per prestazioni ottimali. La concentrazione di Na ideale è considerata pari a circa lo 0,1%. Il Na viene comunemente fornito dal substrato in vetro soda-lime, ma nei processi che non usano questo substrato il Na deve essere deliberatamente aggiunto. Gli effetti benefici di Na comprendono aumenti della conduttività di tipo p, consistenza e dimensione media dei grani. Inoltre, l’incorporazione di Na consente di mantenere le prestazioni su deviazioni stechiometriche più ampie. Le simulazioni hanno previsto che Na su un sito In crea un livello di accettazione superficiale e che Na serve a rimuovere i difetti di In on Cu (donatori), ma i motivi di questi benefici sono controversi. Na è anche accreditato catalizzando l’assorbimento di ossigeno.L’ossigeno passivates Se posti vacanti che agiscono come donatori di compensazione e centri di ricombinazione.
Alloying CIS (CuInSe2) con CGS (CuGaSe2) aumenta il bandgap. Per raggiungere la banda proibita ideale per una singola cella solare a giunzione, 1,5 eV, un rapporto Ga / (In + Ga) di circa 0,7 è ottimale. Tuttavia, a rapporti superiori a 0,3, le prestazioni del dispositivo si riducono. L’industria attualmente ha come target il rapporto 0,3 Ga / (In + Ga), risultando in bandgap tra 1,1 e 1,2 eV. Le prestazioni decrescenti sono state postulate per essere il risultato del fatto che CGS non formasse l’ODC, che è necessario per una buona interfaccia con CdS.
I dispositivi con la massima efficienza mostrano una consistente texturing o orientamento cristallografico preferito. Un orientamento della superficie (204) è osservato nei dispositivi di migliore qualità. Si preferisce una superficie assorbente liscia per massimizzare il rapporto tra l’area illuminata e l’area dell’interfaccia. L’area dell’interfaccia aumenta con la rugosità mentre l’area illuminata rimane costante, diminuendo la tensione a circuito aperto (VOC). Gli studi hanno anche collegato un aumento della densità dei difetti alla diminuzione dei VOC. La ricombinazione in CIGS è stata suggerita per essere dominata da processi non radiativi. Teoricamente, la ricombinazione può essere controllata dall’ingegneria del film ed è estrinseca al materiale.
Produzione
Produzione del film
Il processo più comune basato sul vuoto consiste nel co-evaporare o co-sputterare rame, gallio e indio su un substrato a temperatura ambiente, quindi ricoprire il film risultante con un vapore di seleniuro. Un processo alternativo consiste nel coevaporare rame, gallio, indio e selenio su un substrato riscaldato.
Un processo alternativo non basato sul vuoto deposita le nanoparticelle dei materiali dei precursori sul substrato e quindi li sinterizza in situ. La placcatura elettrolitica è un’altra alternativa a basso costo per applicare lo strato CIGS.
Le sezioni seguenti descrivono le varie tecniche per l’elaborazione della deposizione dei precursori, compresi lo sputtering di strati metallici a basse temperature, la stampa di inchiostri contenenti nanoparticelle, l’elettrodeposizione e una tecnica ispirata al legame con wafer.
Selenization
L’ambiente di fornitura e selenizzazione Se è importante per determinare le proprietà e la qualità del film. Quando Se viene alimentato nella fase gassosa (ad esempio come H2Se o Se elementale) a temperature elevate, il Se viene incorporato nel film per assorbimento e successiva diffusione.Durante questo passaggio, chiamato chalcogenization, si verificano interazioni complesse per formare un calcogenuro. Queste interazioni includono la formazione di leghe intermetalliche Cu-In-Ga, la formazione di composti binari metallici selenidi intermedi e la separazione di fase di vari composti CIGS stechiometrici. A causa della varietà e complessità delle reazioni, le proprietà del film CIGS sono difficili da controllare.
La fonte Se influenza le proprietà del film risultanti. H2Se offre l’incorporazione di Se più veloce nell’assorbitore; 50 at% Se può essere raggiunto nei film CIGS a temperature fino a 400 ° C. Per confronto, Se elementale raggiunge la piena incorporazione con temperature di reazione superiori a 500 ° C. I film formati a temperature inferiori da Se elementali erano carenti di Se, ma presentavano più fasi tra cui selenidi di metalli e varie leghe. L’uso di H2Se offre la migliore uniformità di composizione e le dimensioni di granella più grandi. Tuttavia, H2Se è altamente tossico ed è classificato come un pericolo ambientale.
Sputtering di strati metallici seguito da selenizzazione
In questo metodo, una pellicola metallica di Cu, In e Ga viene spruzzata alla temperatura ambiente o vicina e reagisce in atmosfera di Se ad alta temperatura. Questo processo ha un rendimento maggiore rispetto alla coevaporazione e l’uniformità di composizione può essere raggiunta più facilmente.
Sputtering di un multistrato metallico sovrapposto – ad esempio una struttura Cu / In / Ga / Cu / In / Ga … – produce una superficie più liscia e una migliore cristallinità nell’assorbitore rispetto a un semplice doppio strato (lega Cu-Ga / In) o trilayer (Cu / In / Ga) sputtering. Queste caratteristiche si traducono in dispositivi ad alta efficienza, ma la formazione del multistrato è un processo di deposizione più complicato e non merita l’equipaggiamento extra o la complessità del processo aggiunto. Inoltre, le velocità di reazione degli strati Cu / Ga e Cu / In con Se sono differenti. Se la temperatura di reazione non è abbastanza alta, o non tenuta abbastanza a lungo, CIS e CGS si formano come fasi separate.
Le aziende che attualmente hanno utilizzato processi simili includono Showa Shell, Avancis (ora affiliato di Saint-Gobain Group), Miasolé, Honda Soltec e Energy Photovoltaics (EPV). Showa Shell spruzzò uno strato di lega Cu-Ga e uno strato In, seguito dalla selenizzazione in H2Se e dalla solforazione in H2S. La fase di solforazione sembra passivare la superficie in modo simile al CdS nella maggior parte delle altre cellule. Pertanto, lo strato tampone utilizzato è privo di Cd, eliminando qualsiasi impatto ambientale del Cd. Showa Shell ha registrato un’efficienza massima del modulo del 13,6% con una media dell’11,3% per substrati da 3600 cm2. Shell Solar utilizza la stessa tecnica di Showa Shell per creare l’assorbitore; tuttavia, il loro strato CdS deriva dalla deposizione chimica da vapore. I moduli venduti da Shell Solar vantano un’efficienza del modulo del 9,4%.
Miasole aveva procurato fondi di capitale di rischio per il suo processo e aumentò di livello. Tuttavia, si sa poco del loro processo oltre la loro efficienza dichiarata del 9-10% per i moduli.
EPV utilizza un ibrido tra il coevaporation e lo sputtering in cui In e Ga sono evaporati in atmosfera di Se. Questo è seguito da Cu sputtering e selenization. Infine, In e Ga sono di nuovo evaporati in presenza di Se. Sulla base delle misurazioni di Hall, questi film hanno una bassa concentrazione portante e una mobilità relativamente elevata. I film EPV hanno una bassa concentrazione di difetti.
Calcogenazione di strati precursori di particelle
In questo metodo, le nanoparticelle di metallo o di ossido di metallo sono utilizzate come precursori per la crescita di CIGS. Queste nanoparticelle sono generalmente sospese in una soluzione a base d’acqua e quindi applicate a vaste aree con vari metodi, come la stampa. Il film viene quindi disidratato e, se i precursori sono ossidi di metallo, ridotto in atmosfera H2 / N2. Dopo la disidratazione, il restante film poroso viene sinterizzato e selenizzato a temperature superiori a 400 ° C.
La tecnologia nanotecnologica e solare internazionale (ISET) ha tentato invano di portare avanti questo processo. ISET utilizza particelle di ossido, mentre Nanosolar non ha discusso del suo inchiostro. I vantaggi di questo processo includono l’uniformità su grandi aree, attrezzature non sottovuoto o a basso vuoto e adattabilità alla produzione roll-to-roll. Se paragonati agli strati precursori del metallo laminare, le nanoparticelle sinterizzate si selezionano più rapidamente. Il tasso aumentato è il risultato della maggiore superficie associata alla porosità. La porosità produce superfici di assorbimento più ruvide. L’uso di precursori particolati consente di stampare su una grande varietà di substrati con un utilizzo dei materiali pari o superiore al 90%. Piccola ricerca e sviluppo hanno supportato questa tecnica.
Nanosolar ha riportato un’efficienza della cella (non del modulo) del 14%, tuttavia questo non è stato verificato da alcun test nazionale di laboratorio, né ha permesso ispezioni in loco. Nel test indipendente l’assorbitore di ISET ha avuto il 2 ° rendimento più basso all’8,6%. Tuttavia, tutti i moduli che hanno battuto il modulo di ISET sono stati coevaporati, un processo che ha svantaggi produttivi e costi più elevati. Il campione di ISET ha sofferto maggiormente di VOC basso e fattore di riempimento basso, indicativo di una superficie ruvida e / o di un numero elevato di difetti che favoriscono la ricombinazione. In relazione a questi problemi, il film ha avuto scarse proprietà di trasporto, tra cui una bassa mobilità della sala e una breve durata della portante.
Elettrodeposizione seguita da selenizzazione
I precursori possono essere depositati mediante elettrodeposizione. Esistono due metodologie: deposizione di strutture a strati elementari e deposizione simultanea di tutti gli elementi (incluso Se).Entrambi i metodi richiedono un trattamento termico in atmosfera Se per realizzare film di qualità del dispositivo. Poiché l’elettrodeposizione richiede elettrodi conduttivi, le lamine metalliche sono un substrato logico. L’elettrodeposizione degli strati elementari è simile allo sputtering degli strati elementali.
La deposizione simultanea impiega un elettrodo di lavoro (catodo), un controelettrodo (anodo) e un elettrodo di riferimento. Un substrato di lamina metallica viene utilizzato come elettrodo di lavoro nei processi industriali. Un materiale inerte fornisce il controelettrodo e l’elettrodo di riferimento misura e controlla il potenziale. L’elettrodo di riferimento consente di eseguire il processo in modo potenziometro, consentendo il controllo del potenziale del substrato.
L’elettrodeposizione simultanea deve superare il fatto che i potenziali di riduzione standard degli elementi non sono uguali, causando la deposizione preferenziale di un singolo elemento. Questo problema viene comunemente alleviato aggiungendo ioni di conteggio in soluzione per ogni ione da depositare (Cu2 +, Se4 +, In3 + e Ga3 +), cambiando così il potenziale di riduzione dello ione.Inoltre, il sistema Cu-Se ha un comportamento complicato e la composizione del film dipende dal rapporto di flusso di ioni Se4 + / Cu2 + che può variare sulla superficie del film. Ciò richiede che le concentrazioni dei precursori e il potenziale di deposizione siano ottimizzati. Anche con l’ottimizzazione, la riproducibilità è bassa su ampie aree a causa di variazioni di composizione e potenziali cadute lungo il substrato.
I film risultanti hanno piccoli grani, sono ricchi di Cu e generalmente contengono fasi Cu2-xSex insieme a impurità dalla soluzione. È necessaria la ricottura per migliorare la cristallinità. Per efficienze superiori al 7%, è necessaria una correzione stechiometrica. La correzione è stata originariamente effettuata mediante deposizione di vapore fisico ad alta temperatura, che non è pratica nell’industria.
Solopower sta attualmente producendo celle con un’efficienza di conversione del 13,7% secondo NREL.
Combinazione di precursori mediante tecnica ispirata al wafer
In questo processo, due diversi film precursori vengono depositati separatamente su un substrato e un superstrato. I film vengono premuti insieme e riscaldati per liberare il film dal superstrato riutilizzabile, lasciando un assorbitore di CIGS sul substrato. Heliovolt ha brevettato questa procedura e l’ha chiamata processo FASST. In linea di principio, i precursori possono essere depositati a bassa temperatura utilizzando tecniche di deposizione a basso costo, riducendo il costo del modulo. Tuttavia, le prime generazioni di prodotti utilizzano metodi PVD a temperatura più elevata e non raggiungono il potenziale di taglio totale. In questo processo potrebbero essere utilizzati substrati flessibili.
Le caratteristiche tipiche del film non sono note al di fuori dell’azienda, dal momento che nessuna ricerca è stata condotta da laboratori finanziati in modo indipendente. Tuttavia, Heliovolt ha richiesto un’efficienza della cella superiore del 12,2%.
Coevaporation
La coevaporazione, o codeposizione, è la tecnica di fabbricazione CIGS più diffusa. Il processo di coevaporazione di Boeing deposita bistrati di CIGS con diverse stechiometrie su un substrato riscaldato e consente loro di mescolarsi.
NREL ha sviluppato un altro processo che prevede tre passaggi di deposizione e ha prodotto l’attuale detentore del record di efficienza CIGS al 20,3%. Il primo passo nel metodo di NREL è la codeposizione di In, Ga e Se. Questo è seguito da Cu e Se depositati ad una temperatura più alta per consentire la diffusione e il mescolamento degli elementi. Nello stadio finale In, Ga e Se vengono nuovamente depositati per rendere deficiente la composizione complessiva Cu.
Würth Solar ha iniziato a produrre celle CIGS utilizzando un sistema di coevaporazione in linea nel 2005 con efficienze dei moduli tra l’11% e il 12%. Hanno aperto un altro stabilimento di produzione e hanno continuato a migliorare l’efficienza e la resa. Altre società che stanno aumentando i processi di coevaporazione includono Global Solar e Ascent Solar. Global Solar ha utilizzato un processo di deposizione in tre fasi. In tutte le fasi Se viene fornito in eccesso nella fase di vapore. In e Ga vengono prima evaporato, seguito da Cu e poi da In e Ga per rendere deficiente il film Cu. Questi film hanno ottenuto risultati molto favorevoli in relazione ad altri produttori e agli assorbitori cresciuti al NREL e all’Institute for Energy Conversion (IEC). Tuttavia, i moduli dei film di Global Solar non hanno funzionato altrettanto bene. La proprietà in cui il modulo più evidentemente sottostimato era un basso VOC, che è caratteristico della densità dei difetti elevati e delle alte velocità di ricombinazione. Lo strato assorbitore di Global Solar ha sovraperformato l’assorbitore NREL in termini di durata della portante e mobilità della sala. Tuttavia, come celle completate, il campione NREL ha ottenuto risultati migliori. Questa è la prova di una scarsa interfaccia CIGS / CdS, probabilmente a causa della mancanza di uno strato superficiale ODC sul film Global Solar.
Gli svantaggi includono problemi di uniformità su vaste aree e la relativa difficoltà degli elementi di coevaporazione in un sistema in linea. Inoltre, le alte temperature di crescita aumentano il budget termico e i costi. Inoltre, la coevaporazione è afflitta da un basso utilizzo del materiale (deposizione su pareti della camera al posto del substrato, soprattutto per il selenio) e costose apparecchiature per il vuoto. Un modo per migliorare l’utilizzo di Se è tramite un processo di selenio-cracking termico o plasma-potenziato, che può essere accoppiato con una sorgente di fascio ionico per la deposizione assistita da fascio ionico.
Deposizione chimica al vapore
La deposizione chimica da vapore (CVD) è stata implementata in diversi modi per la deposizione di CIGS. I processi includono CVD organico in atmosfera atmosferica (AP-MOCVD), CVD potenziato con plasma (PECVD), MOCVD a bassa pressione (LP-MOCVD) e MOCVD con aerosol assistito (AA-MOCVD). La ricerca sta tentando di passare da precursori a doppia sorgente a precursori a sorgente singola. I precursori di sorgenti multiple devono essere miscelati in modo omogeneo e le portate dei precursori devono essere mantenute nella stechiometria appropriata. I metodi precursori a sorgente singola non soffrono di questi inconvenienti e dovrebbero consentire un migliore controllo della composizione del film.
A partire dal 2014 CVD non è stato utilizzato per la sintesi CIGS commerciale. Le pellicole prodotte con CVD hanno una bassa efficienza e un basso VOC, parzialmente a causa di un’alta concentrazione di difetti. Inoltre, le superfici del film sono generalmente piuttosto ruvide e servono a ridurre ulteriormente il VOC. Tuttavia, la carenza richiesta di Cu è stata ottenuta usando AA-MOCVD insieme ad un orientamento di cristallo (112).
Le temperature di deposizione CVD sono inferiori a quelle utilizzate per altri processi come la co-evaporazione e la selenizzazione dei precursori metallici. Pertanto, CVD ha un budget termico inferiore e costi inferiori. Potenziali problemi di produzione includono difficoltà a convertire CVD in un processo in linea e le spese di gestione di precursori volatili.
Deposizione elettrospray
I film CIS possono essere prodotti mediante deposizione elettrospray. La tecnica prevede la spruzzatura assistita di campo elettrico di inchiostro contenente nano-particelle CIS sul substrato direttamente e quindi la sinterizzazione in un ambiente inerte. Il principale vantaggio di questa tecnica è che il processo avviene a temperatura ambiente ed è possibile collegare questo processo con un sistema di produzione continuo o di massa come il meccanismo di produzione roll-to-roll.